





熱旋加工封頭的工藝原理及注意問題
2012-11-19 09:21:17
熱旋加工封頭的工藝原理及注意問題
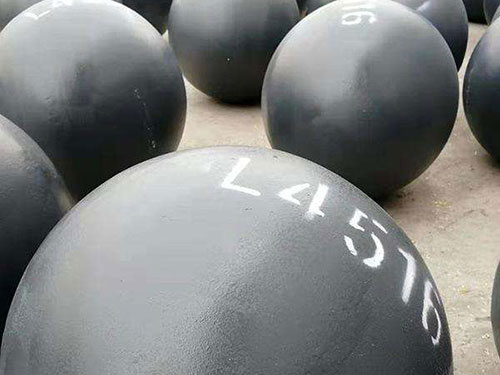
板坯 焊接的圓形凸環與主軸托盤上凹孔配合實現板坯與主軸 線同軸,頂緊缸與主軸托盤壓緊板坯時,打開懸掛在機架上梁和下梁均勻分布的槍式加熱裝置進!退控制開關,多頭槍式加器自動進入到設定的加熱區域,同時開動主軸驅動板坯轉動,形成環形加熱區域。然后先將旋壓輥和成形輥移至靠近板坯 附近并夾住板坯一點,由內向板坯邊緣按圓弧軌跡移動,從而使板坯連續局部發生彎曲變形,即旋出半徑為R的球冠狀或橢圓形狀,在旋壓到加熱區域,金屬“聚料”過程順利,由于直徑縮小,板坯邊部的厚度有所增厚,皺折現象明顯,甚至不出現皺折。
值得注意的是在厚壁封頭熱旋中,旋壓輥與板坯之間的接觸摩擦較大,熱態下金屬塑性好,旋壓輥的壓凹程度較大,而旋壓輥與板坯的接觸面積增加,因此,厚壁封頭熱旋時板坯的變形及工藝特點、相應參數等都與冷旋封頭時有較大差別。
封頭熱旋中,板內的徑向拉應力大于冷旋時的拉應力,而周向壓應力相對卻小于冷旋時的周向壓應力,從而板坯的徑向伸長變形較大,封頭的形狀和壁厚減薄量不易控制,故熱旋時不僅要合理選取加熱溫度、溫升速率及旋壓力,還要具備良好的潤滑條件,控制好旋壓錯位距、進給量等各工藝參數。
上一篇:碳素鋼封頭熱處理的現狀
下一篇:復合鋼板封頭的成形
